FORK REBOUND | |||||||
Tools Required - In-lb torque wrench that accurately measures 0 to 50 in-lbs (0.58 kgf-m) (SnapOn Digital Torque Wrench shown) - Hi-Strength Loctite (included) - Metric calipers and micrometer | |||||||
VR1- Put the rebound rod in the shaft holding tool and remove the peening by filing it down to the nut face. This step is not required on WP and Ohlins. | |||||||
VR2- Remove the rebound valving nut. | |||||||
VR3- Remove the rebound valving assembly. | |||||||
VR4- If the end of the shaft was peened over, chamfer the rebound valving shaft lightly. Use a wire wheel on the shaft end to smooth it. | |||||||
VR5- Blow air through one of the side holes while covering up the other side hole. This allows any fillings that may be in the shaft to be removed through the top hole. This model Rebound Holder does not look like this but you get the idea. | |||||||
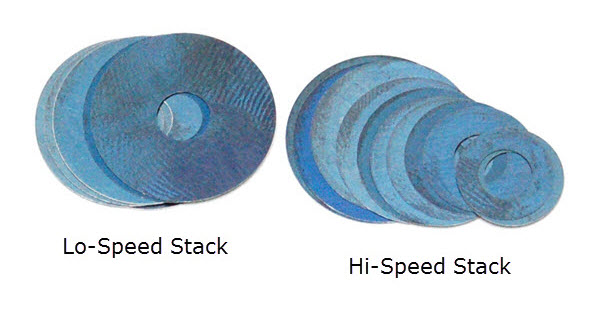
VALVING STACK TYPES - SINGLE OR TWO STAGE VR6- You will either be building a Single Stage or a Two Stage Stack for the Rebound Stack. The difference is the Crossover. The Crossover is a smaller diameter shim between the Lo-Speed and the Hi-Speed Stacks. THIS IS DISPLAYED SHIM BY SHIM IN THE DVS. Note: The DVS Custom Setup Sheet displays individual shims and does not label Hi-Speed, Crossover, and Lo-Speed. This is for your information only. Also YOU WILL NOT USE ALL the shims provided in the Kit.
| |||||||
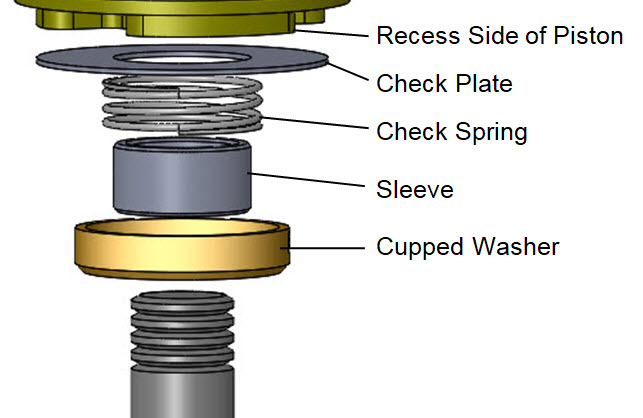
VR7- CHECK VALVE Install the Sleeve Washer, Check Spring, and Check Plate. | |||||||
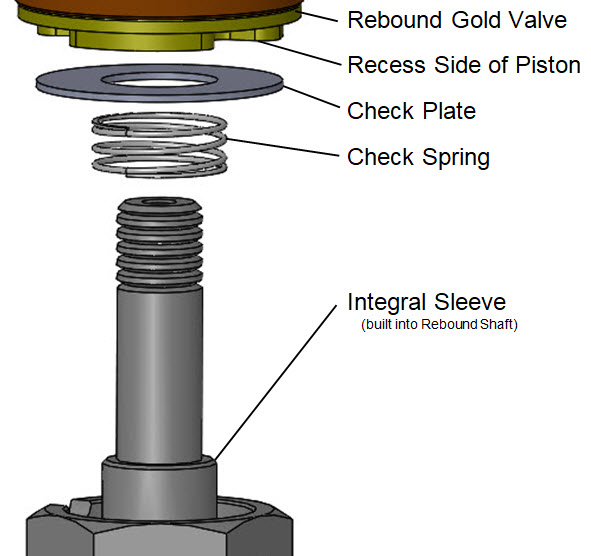
| VR8 - HARDWARE VARIATIONS Sometimes the Sleeve Washer is two parts, a Cupped Washer and a Sleeve.
Sometimes the Sleeve is built into the shaft as an Integral Sleeve.
Sometimes the Check Spring is a Wave Washer.
| |||||||
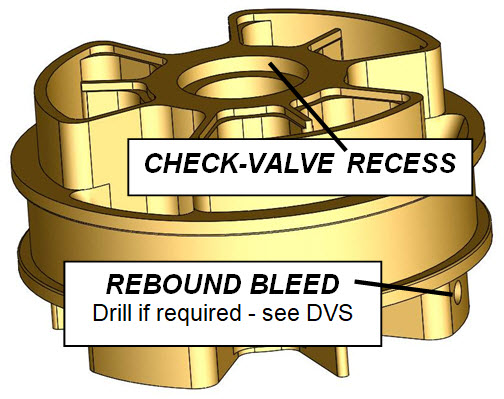
VR9- REBOUND BLEED HOLE If the DVS does not call for a Rebound Bleed Hole skip this step. If your DVS Setup Sheet calls for a Rebound Bleed Hole check to see if there is one already pre-drilled in the piston. If one is called for, and there is no pre-drilled bleed hole, you will need to drill one. Notice that the bleed hole is on the opposite side of the piston with the Recess and is drilled sideways. The exact location is not critical. | |||||||
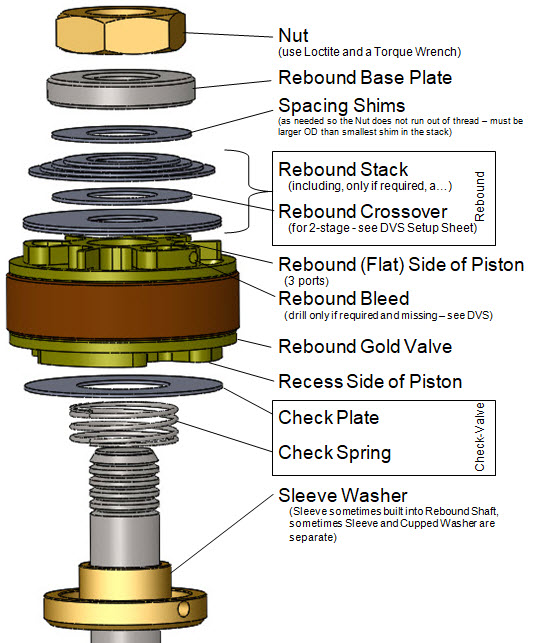
VR10- Install the Rebound Gold Valve WITH THE RECESS IN THE GOLD VALVE FACING DOWN TOWARDS THE CHECK-VALVE. 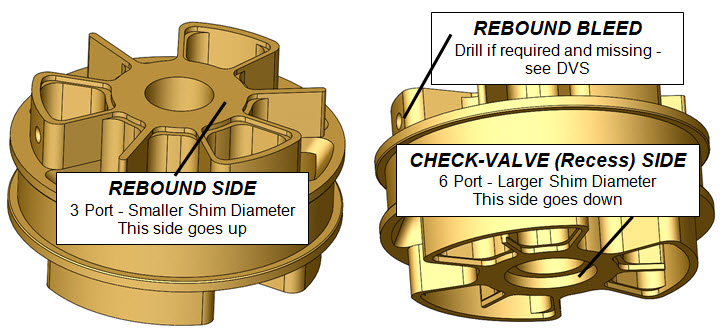 | |||||||
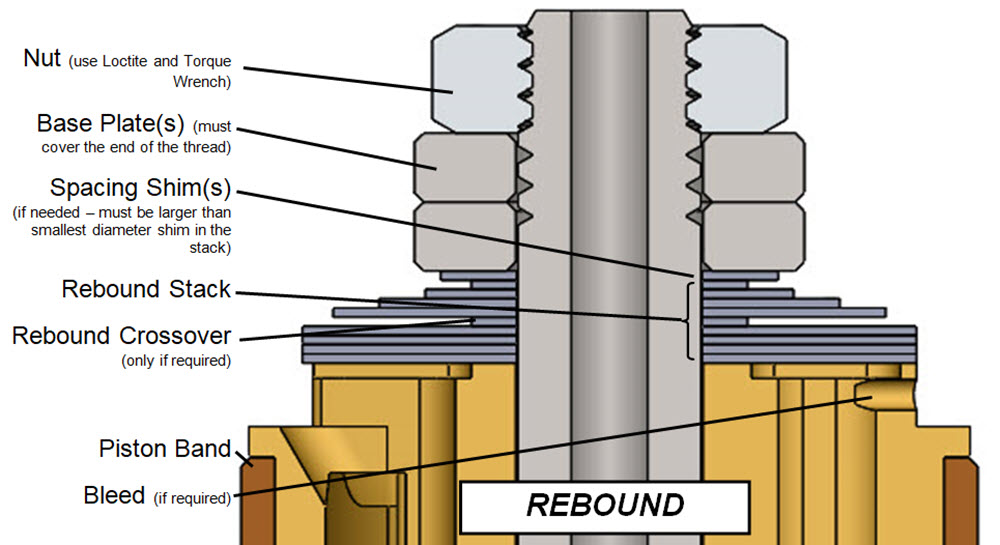
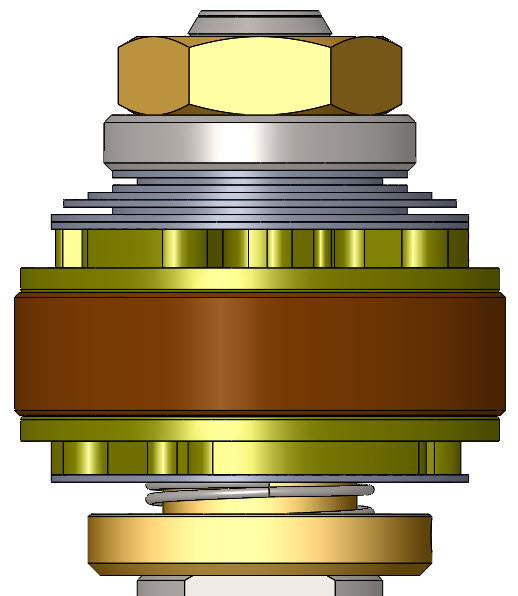
VR11- Rebound Example - Two Stage (Single Stage is exactly the same except there is no Crossover) A Two Stage stack contains a smaller diameter Crossover shim located just as the stack starts to taper. (this is only an example - not your setting) The Total Rebound Valving Stack starting from the Gold Valve piston face: (4) .15x21 (1) .10x11 - Crossover (notice the smaller diameter) (1) .10x20 (1) .10x18 (1) .10x16 (1) .10x14 (1) .10x12 (1) .10x11 | |||||||
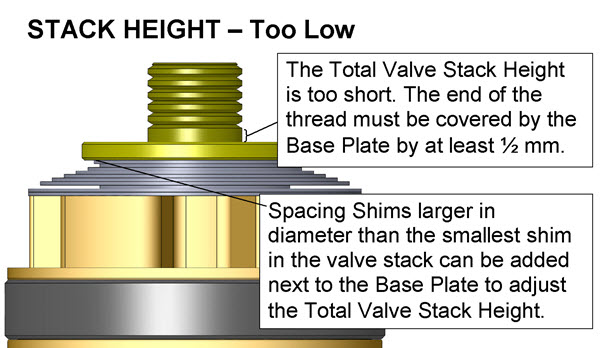
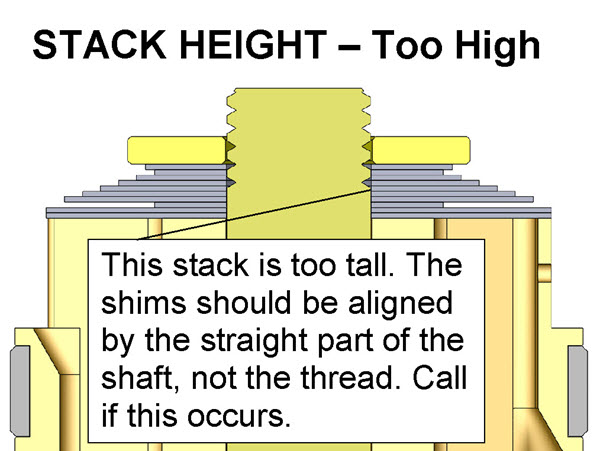
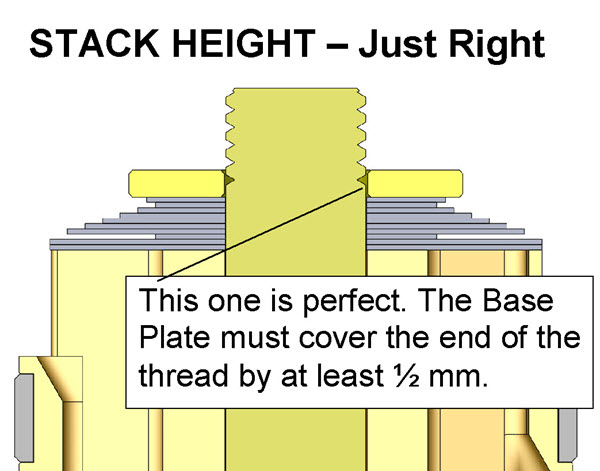
| VR12- Make sure the Total Valving Stack Height is correct. Critical!! This step is here to insure you don't "run out of thread" onto the straight, non-threaded, portion of the shaft when tightening the Nut and the Nut gets full engagement. The shims should be guided with the straight, non-threaded part of the shaft and should not be on the thread. The Rebound Base Plate should cover or "straddle" the end of the thread. If needed, height adjustment is done with Spacing Shims added just below the Reboud Base Plate. Spacing Shims must be larger in diameter than the smallest shim in the stack. Sometimes this is best accomplished by adding additional Base Plates. | ||||||
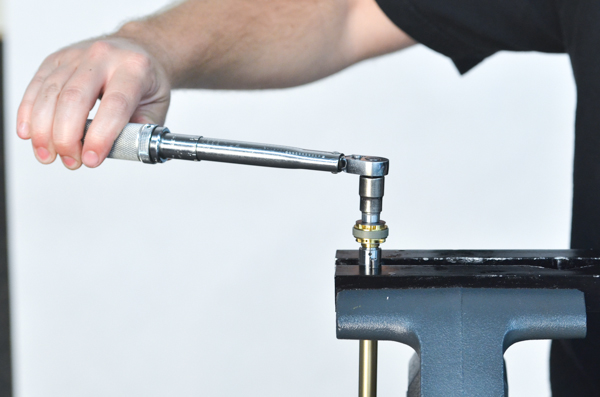
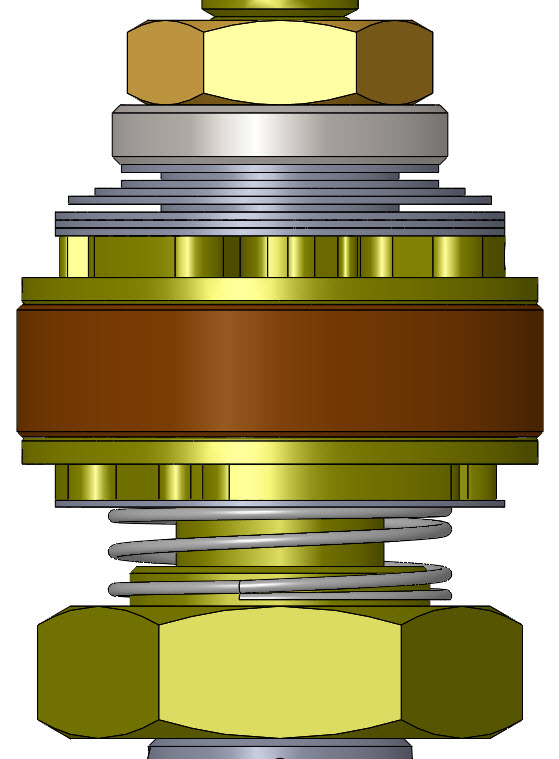
VR13- TIGHTEN THE COMPLETE ASSEMBLY Make sure there is Loctite on the thread of the shaft. Make sure the mid-valve is free to move up and down. Tighten it to spec with a torque wrench. CAUTION! The threads can be damaged without extreme care. You must use Loctite.Most 6mm bolts must be torqued with a torque wrench to 30 in-lbs (2.5 ft-lbs or 0.35 kgf-m), NO MORE!8mm bolts must be torqued with a torque wrench to 45 in-lbs (3.8 ft-lbs or 0.52 kgf-m), NO MORE! Check your DVS Setup Sheet. Do not take this step lightly. | |||||||
| VR14- Sleeve Washer | VR14- Sleeve Built into Shaft | ||||||
VR15- Check your work. Hold the valve assembly up to the light and look for proper assembly. If there are any problems, disassemble the stack and look for burrs to surface and/or dirt in the valving. Reassemble and check again. | |||||||
VR16- Make sure the shims that go next to the Gold Valve completely cover the ports on both sides of the piston! If the ports are not covered there will not be enough damping. This could be caused by a number of reasons. Please call Tech Support if this occurs. | |||||||
VR17- Continue with installation of the Compression Gold Valve and fork assembly. | |||||||