Shock Gold Valve InstallationVALVING with SHIM ID ADAPTERSThese instructions cover installation of the Shock Gold Valve onto the shaft for shocks that require adapters. To get to this point in the installation see the ►General shock rebuild instruction ►Valving instructions for most standard Shocks (without shim ID adapters) ►Valving instructions for WP PDS Shocks Click on any image to enlarge. Shortcuts: > SHAFT DISASSEMBLY CAUTION: IF YOU ARE UNFAMILIAR WITH REBUILDING AND REVALVING SHOCKS, STOP!!! DO NOT PROCEED; SEEK OUT A QUALIFIED SUSPENSION TECHNICIAN. NOTE: All measurements are metric (for inches divide by 25.4). The valving list starts at the piston face and goes towards the Base Plate. Valve specs are listed by (QUANTITY) THICKNESS x DIAMETER. A number in parentheses means quantity. If there is no number in parenthesis the quantity is one. Example: (2).15x30 means quantity two, 15 hundredths of a millimeter thick by 30 millimeters in diameter. |
|||||||
|
|
These instructions cover Shock Gold Valve installations that require adapters including:
Look at the illustrations to the left to identify which type you have.
Type 2 Adapter Base Plate and Adapter Nut creates the shortest total stack height. Some kits include the hardware to create either a Type 1 or Type 2 setup. The final choice is determined by the total stack height required.
The basic installation is identical to a standard installation except where you are building the Total Stack Height. See V9A,B,C.
|
||||||
|
|
Tools
- Torque wrench (SnapOn Digital Torque Wrench shown) - Metric calipers and micrometer
- TMVJ 065 Vise Jaws mounted on a Vise - suggested - TSSB Series Bullet Tool - for Seal Head installation - TSCP 01 - Clip Tool
Supplies
Contact Cleaner - or other good, clean solvent
Loctite - Hi-Strength (included in the Gold Valve Kit)
USSG 01 - Ultra Slick Seal Grease
|
||||||
|
SD1 - Remove the shock shaft nut. On Showa and KYB shocks the nut is peened on. This peening must be removed first.
KYB shocks - On almost all KYBs the peening can be ground or filed off flat. (Except for 1989 YZ125 & 250,1989-91 CR125, and 91 CR250 & 500. See your DVS Sheet.)
WP, Sachs, early Yamaha, and Ohlins are not peened and can be removed with a wrench.
SHOWA NUT REMOVAL
On Showa shocks, the peening also retains the rebound adjuster hardware inside the shaft. The peening should only be removed on the OD where it retains the nut. The peening on the ID must be left intact where it holds in the rebound mechanism.
Remove the peening with a file (you can use a bench grinder too if you're careful.) Remove material only on the outer diameter just enough to remove the nut.
|
||||||
|
|
SD2 - Remove the shock shaft nut and the valving stack.
|
||||||
|
|
SD3- For peened-on nuts, chamfer the end of the thread with a file or a grinder just enough to clean up the sharp edge. Deburr with a wire wheel.
|
||||||
|
|
SD4- To remove filings, blow air through one of the side feed holes with a rubber tipped blow gun while covering up the other side. Use contact cleaner and repeat.
|
||||||
|
|
SD5- Remove the seal head, body cap, bottom-out bumper and retaining cup. Some models have slightly different hardware.
Inspect the Bottom-out Bumper for tears or damage. Bumpers are wear items. They break down over time and should be replaced when any signs of deterioration exist.
Bumpers are available at Race Tech.
|
||||||
|
|
SH1 - This is only required if replacing a seal or shaft bushing. Shock Seals can last a long time but it is a good practice to replace both the Shaft Seal and Dust Seal together if they are over a year old.
Some shocks have non-rebuildable Seal Heads. Replacement Seal Heads are available from RT.
|
||||||
|
|
SHAFT ASSEMBLY
SA1 - Install the bumper cup, bumper, and body cap. |
||||||
|
|
SA2 - Lube the seal with Ultra Slick Grease (USSG 01).
|
||||||
|
|
SA3 - Reinstall the Seal Head. It is best to use a Shock Seal "Bullet" Tool (TSSB Series) to protect the seal.
|
||||||
|
|
SA4- Install the Base Plate on the Shaft.
Type 1 and 2 shocks use an Adapter Base Plate.
Type 3 shocks use an Adapter Sleeve. The sleeve goes into a recess in the Base Plate. This recess goes up.
See step V9.
|
||||||
|
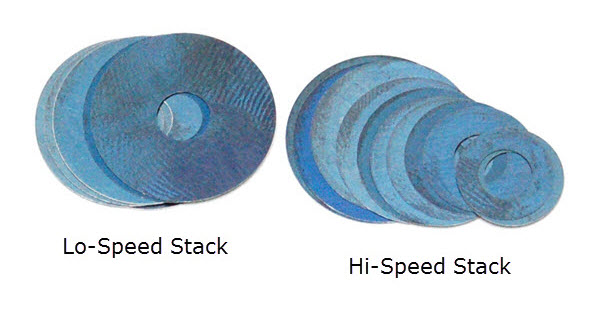
VALVING STACK TYPES - SINGLE OR TWO STAGE
V2- You will either be building a Single Stage or a Two Stage Stack (or possibly a combination of both). The difference is the Crossover. The Crossover is a smaller diameter shim between the Lo-Speed and the Hi-Speed Stacks. Note: The DVS Custom Setup Sheet displays individual shims and does not label Hi-Speed, Crossover, and Lo-Speed. This is for your information only. Also you will not use all the shims provided in the Gold Valve Kit.
|
|||||||
|
|
V3- Two Stage Example
(Single Stage is exactly the same except there is no Crossover) For Two Stage the total valving stack is made up of a:
Lo-Speed Stack
Crossover and a
Hi-Speed Stack
(this is only an example - not your setting)
The Total Valving Stack starting from the Gold Valve piston face:
(4) .20x44 - Lo- Speed Stack
(1) .15x28 - Crossover (notice the smaller diameter) (1) .25x44 - Hi- Speed Stack
(1) .25x42 (1) .25x40
(1) .25x38
(1) .25x36
(1) .30x34
(1) .30x32
(1) .30x30
(1) .30x28
(1) .30x26
(1) .30x24
(1) .30x22
|
||||||
|
|
V4 - Install the compression valving stack in the reverse order that it is listed, starting with the last (smallest diameter) shim of the Hi-Speed Compression Stack directly on the Base Plate and ending with the largest diameter shim of the Lo-Speed Compression Stack.
|
||||||
|
|
V5- BLEED HOLE (or no bleed hole)
If the DVS does not call for a Bleed Hole (it says "n/a" for Bleed) skip this step.
If your DVS Setup Sheet calls for a Bleed Hole, drill it to the recommended size. To make drilling the Bleed Hole easier, most Gold Valves have a blank pilot hole or holes.
How many holes? - The DVS tells how many Bleed Holes to drill. Most of the time it is one. If there is a number in parenthesis before the hole size this is the quantity i.e. (2)1.3mm (#53) means two bleed holes. Otherwise the quantity is one.
|
||||||
|
|
V6- Install the Gold Valve with the compression side of the piston (larger shims) down towards the compression valving stack.
The rebound side of the piston (smaller shim side) is shown on the right. Note the compression side on the left has larger ports and uses larger diameter shims than the rebound side.
|
||||||
|
|
V7- Install the Rebound Valving Stack in the order listed starting with the largest diameter shim and ending with the smallest diameter shim.
|
||||||
|
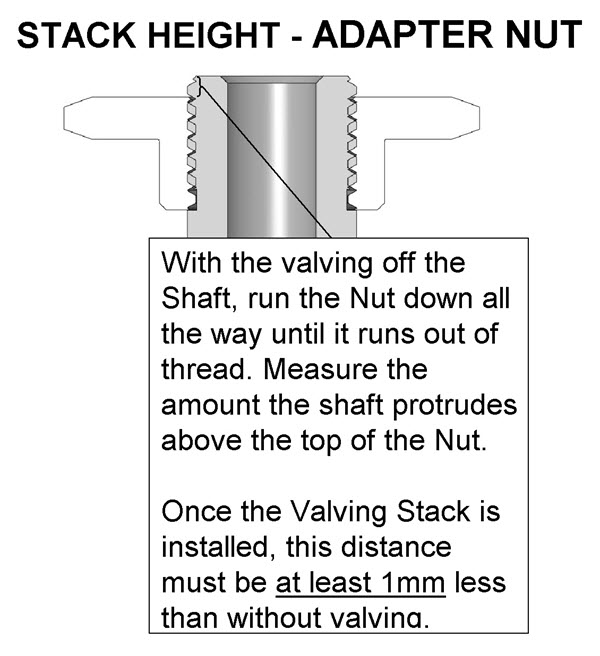
V8- Make sure the Total Valving Stack Height is correct. Critical!!
There are 3 types of Adapters.
Identify your Type and see it for further detail.
|
|||||||
|
|
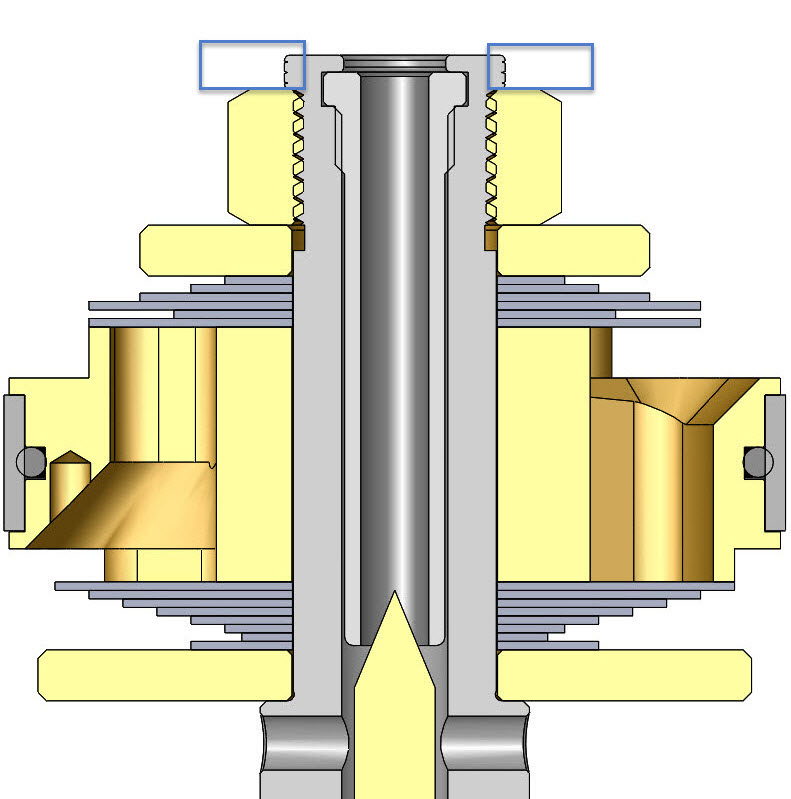
Make sure you don't "run out of thread" onto the straight portion of the shaft when tightening the Nut and the Nut gets full engagement.
The top of the Rebound Base Plate should end up .5 to 1.0mm above the "step" at the end of the thread.
Adjust this height with Spacing Shims. If needed, they should be added just above the Compression Base Plate.
Spacing Shims must be larger in diameter than the smallest shim in the stack.
|
||||||
|
|
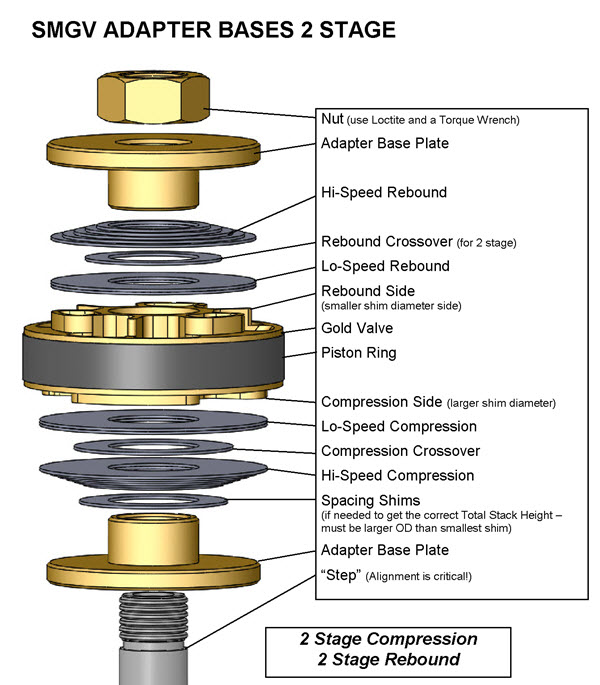
Type 2 Adapter Base Plate and Adapter Nut creates the shortest total stack height. Some kits include the hardware to create either a Type 1 or Type 2 setup. The final choice is determined by the total stack height required.
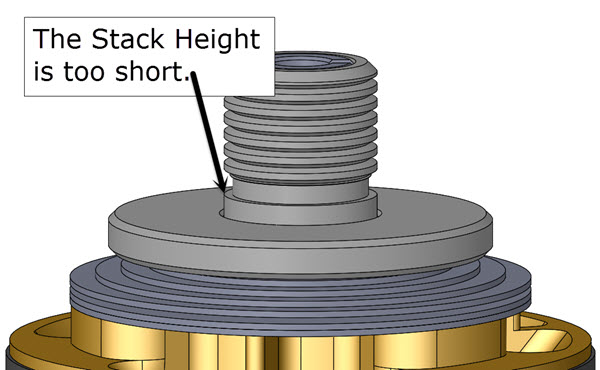
It is critical that you make sure you don't "run out of thread" onto the straight portion of the shaft when tightening the Nut and the Nut gets full engagement.
To find out how far down the thread you can go with the Nut, take all the valving off the shaft. Put the Nut on all the way until it stops. Measure the distance from the end of the shaft down to the top of the Nut. Subtract 1mm from this number. This is the maximum installed height.
Adjust this height with Spacing Shims. If needed, they should be added just above the Compression Base Plate.
Spacing Shims must be larger in diameter than the smallest shim in the stack.
|
||||||
|
|
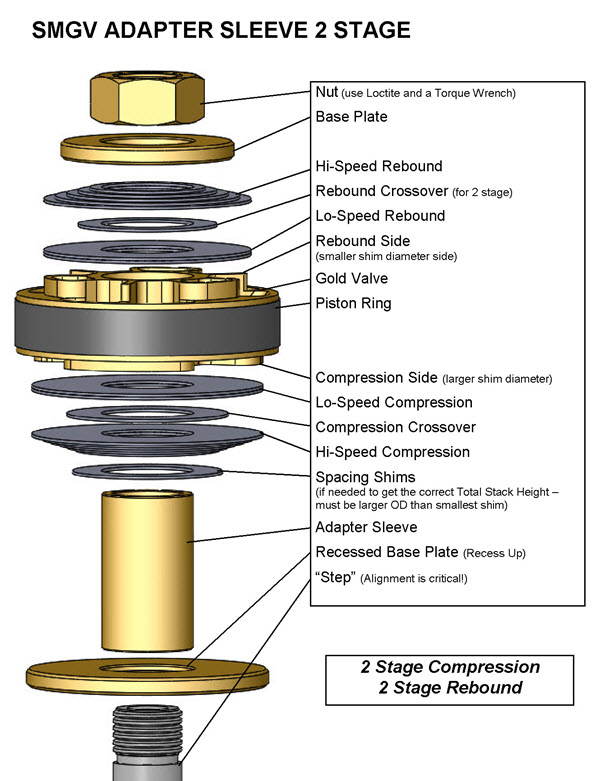
In this case the Adapter Sleeve and Base Plates come stock. The Compression Base Plate has a Recess on the ID that the Adapter Sleeve slides into.
The Rebound Base Plate should cover or "straddle" the end of the Adapter Sleeve.
Adjust this height with Spacing Shims. If needed, they should be added just above the Compression Base Plate.
Spacing Shims must be larger in diameter than the smallest shim in the stack.
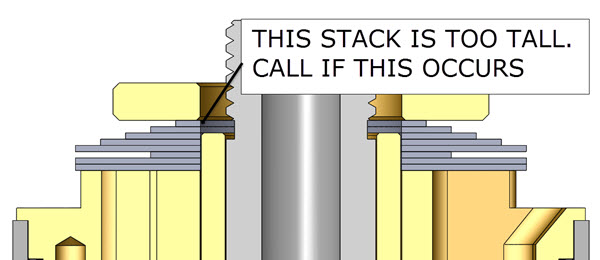 This stack height is too tall. Call Tech Support if this occurs. |
||||||
|
|
V9- Make sure you select the proper nut.In many Gold Valve Kits more than one thread pitch nut is included and sometimes the stock nut is reused.
Ohlins, Sachs, and WP shocks reuse the stock nut.
Clean everything completely. Use Hi-Strength Loctite (included) on the shaft nut.
|
||||||
|
|
V10- Install and torque the shaft nut to the proper setting (see the DVS) using a torque wrench. This is critical!
|
||||||
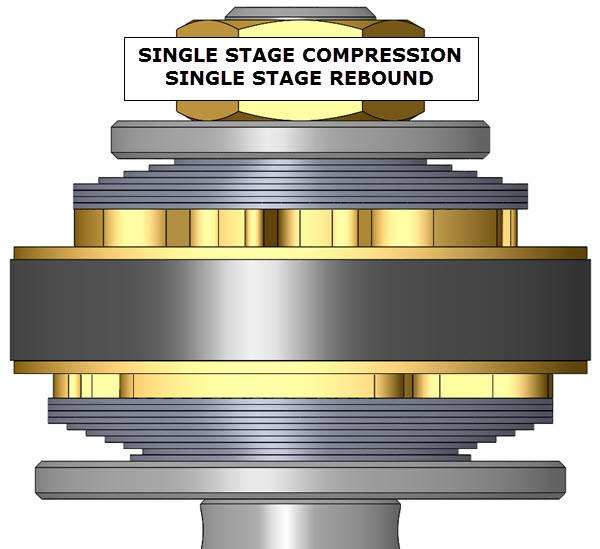
| V11- Single Stage Compression and Rebound
|
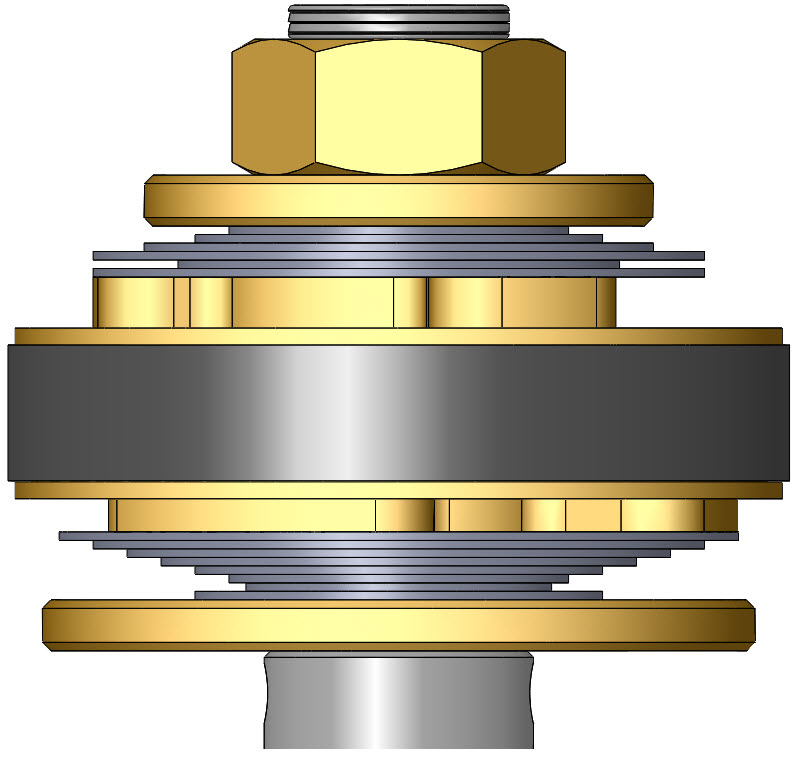
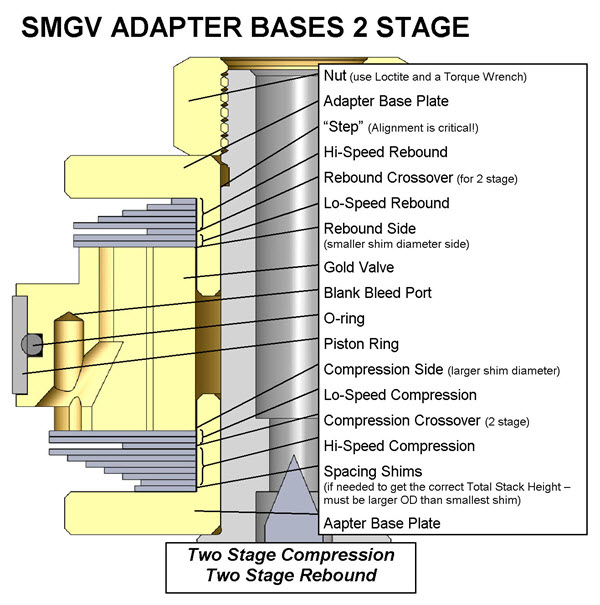
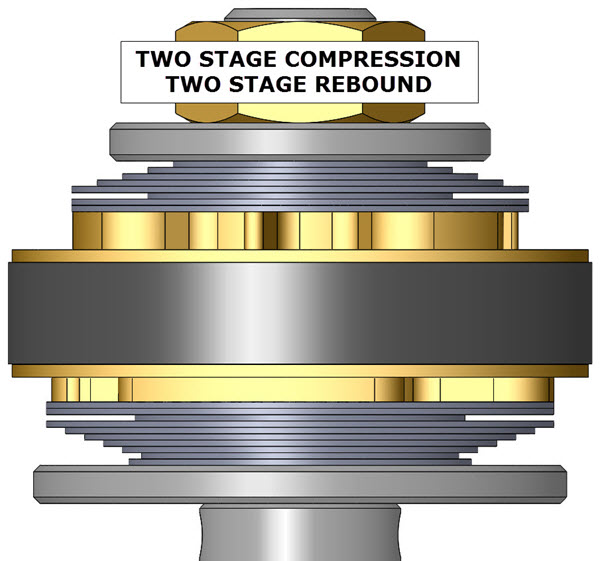
V11- Two Stage Compression and Rebound
|
||||||
|
|
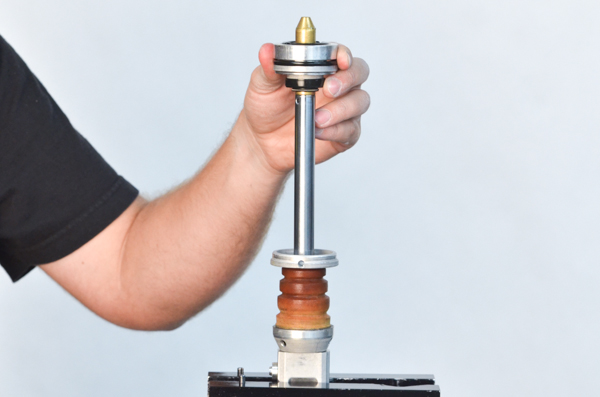
V12- Visually check your work.
Hold the completed valving assembly up to the light and look for any irregularities. Make sure the shims are laying flat on the piston surface. On two stage stacks check that the Crossover Gap is clearly visible.
If there are any problems, disassemble the stack and look for dirt, bent shims, or any other causes. Reassemble and inspect again.
You might be thinking that this looks like either a very tiny shock shaft or a fork compression valve. Well, you're right, it's a very tiny shock shaft. You get the idea.
|
||||||
|
|
V13- Make sure the shims that go next to the Gold Valve completely cover the ports on both sides of the piston! If the ports are not covered there will not be enough damping.
This could be caused by a number of reasons. Piston upside down, Compression and Rebound Stacks reversed on location or installed upside down.
Please call Tech Support if this occurs and you can't figure it out.
|
||||||
|
|
V14- Return to the main Rebuild instructions to complete the reassembly.
|
||||||


























{kind=link}
{kind=link}
{kind=link}
| • Single Stage - made of: Lo-Speed Stack Hi-Speed StackThere is NO Crossover (it becomes one stack.) |
 |
 |
| • Two Stage - made of: Lo-Speed Stack Crossover Hi-Speed StackThe Crossover Gap is visible |
 |
 |